欢迎光临长沙鑫康新材料有限公司科研材料事业部
湖南股交所挂牌企业:900179HN

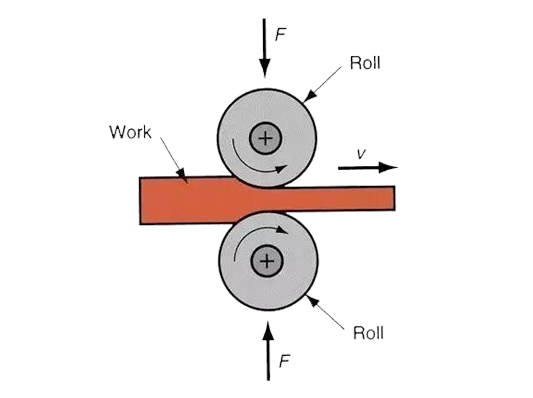
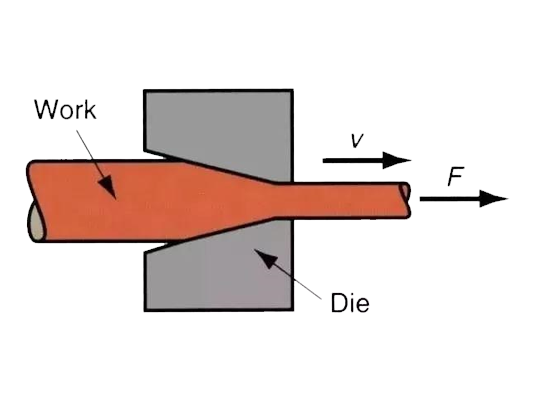
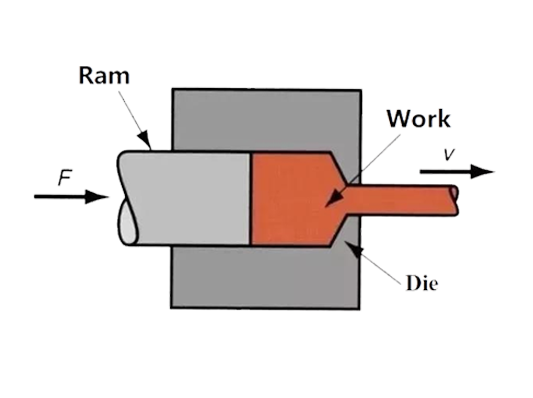
工艺简介: 金属坯料通过一对旋转辊之间的间隙,由于辊的压缩,材料截面减小,长度增加。这是生产板材最常用的生产方法,主要用于生产型材、板材和管道。
工艺分类: 根据轧制方向,有:纵向轧制、横向轧制、横向轧制。根据金属状态,有:热轧冷轧。
轧制的优点是可以破坏铸锭的铸造组织,细化板材的晶粒,消除组织缺陷,从而使板材组织致密,提高力学性能。这种改善主要体现在轧制方向上,使板材在一定程度上不再各向同性;铸造过程中形成的气泡、裂纹和气孔也可以在高温高压作用下压制。缺点是热轧后,板材内部的非金属夹杂物被压成薄片,出现分层(夹层)现象。分层大大降低了板材在整个厚度范围内的拉伸性能,并且随着焊缝收缩,存在层间撕裂的可能性。焊缝收缩引起的局部应变往往达到屈服点应变的数倍,远远大于载荷引起的应变;冷却不均匀引起的残余应力。残余应力是无外力作用下内部自相平衡的应力。各种横截面的热轧板都有这种残余应力。通常,板材的横截面尺寸越大,残余应力越大。残余应力虽然是自平衡的,但在外力作用下对车辆的性能仍有一定的影响。例如,它可能会对变形、稳定性和抗疲劳性产生不利影响。同时,热轧板的厚度和侧宽没有得到很好的控制。我们熟悉热膨胀和冷收缩。即使开始时长度和厚度都达标,冷却后仍会有一定的负差。这种负差的侧宽越宽,厚度越厚,性能越明显。因此,对于大型板材,板材的边缘宽度、厚度、长度、角度和边缘不能太精确。
更多详情请联系我们:
长沙鑫康新材料
客户和产品服务联系
电话: 0731-86200727
手机: 86 18692296659
E-mail: sales@xk-materials.com